









円筒形の金属を加工するには
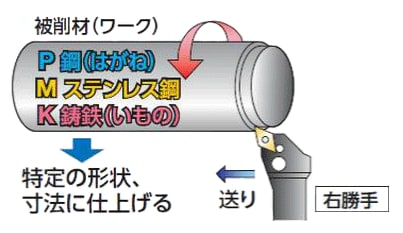
金属切削は切りくずを被削材(ワーク)から適切に切り離すところのサイエンスです。施削加工は、丸棒状の被削材(ワーク)を回転(ターン)させて、切刃(チップ)で、要求形状に削りだすものです。
切削条件
切り込み、送り、切削速度…。その条件を見極めて、円筒型のワークを設計された形状にスムーズに加工します。
●切削速度:(m/分)
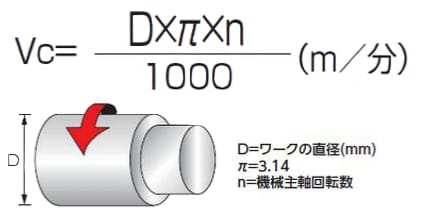
切削速度はターニング(施削)やドリリング(穴あけ)の場合と同様に、主軸速度とカッター径とπ(3.14)を掛けたものを1000で割ることにより得られます。
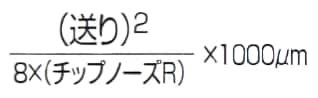
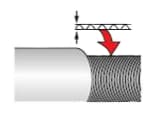
<仕上面粗度>
●切り込み:(mm)
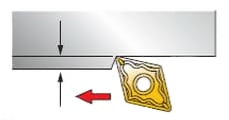
- 切り込みは工具の軸方向の切り込み量(切削量)

●送り:(mm)
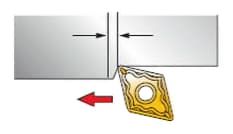
- 回転当り刃送り

適用領域はF・M・R
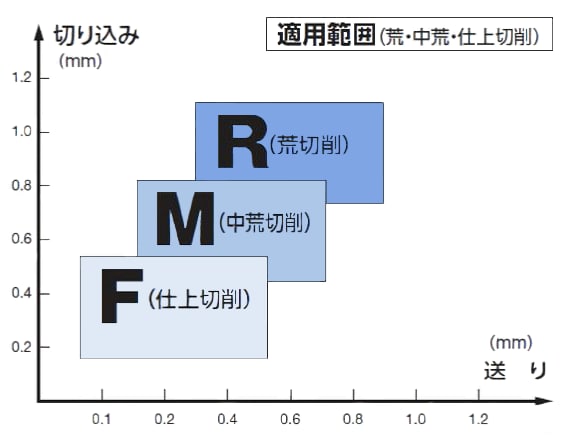
●R:荒切削
大きな切りくず排出量または厳しい加工条件。
大きな切り込みと高い送りの組み合わせ。
刃先の安全性を最優先する加工。
●M:中荒切削
ほとんどの加工、一般的な切り込みと送り。
●F:仕上切削
小さな切り込みと低い送り。
切削抵抗を低く抑えたい加工。
ココミテvol.2より転載