









測定工具の基礎講座
測定工具にはさまざまな種類があり、それぞれに特徴があります。
本連載では、各測定工具の使い方や寸法の読み取り方に関して、実際の写真や図を通してご紹介していきます。
4-1 定盤とは
定盤とは、機械加工や測定の基準となる「理想平面」を提供するものです。写真1は鋳鉄製のもの、写真2は石(御影石、グラナイトなど)製のもので、 300mm角程度から数mのものまで、様々な大きさと目的のものがあります。平面精度は等級で表示されています(本文2項参照)。
- 写真1 鋳鉄製定盤


- 写真2 石製定盤

定盤の理想平面を用いた加工・組立・検査の手法はその後の機械文明を大きく発展させ、私たち人類を近代文明へと導きました。そして今でも定盤は機械加工や組み立て、計測・検査の基本的な基準器として、あるいは精密な機械のベースとして使われています。
この定盤を上手に使いこなすことは、機械に関わる者の基本中の基本と言えるものです。この章では定盤の知識、使い方、手入れの仕方について解説します。
(1)箱型定盤
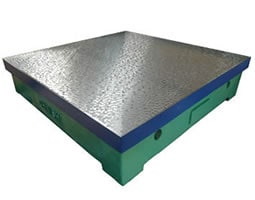
私たちの最も身近な定盤は鋳鉄製の箱型定盤(写真3)です。箱型定盤は平面精度もほどほど(2級が多い)で、内部は軽量化のため、大きくくりぬかれており、適当にリブで補強されています。
平面は主に型削り盤のヘールバイトによる切削加工で仕上げられており、約20mm幅の規則的な挽き目(写真4)になっています。 軽くて薄い分だけ剛性も低くなりますが、取り扱いに熟練が必要な精密定盤に比べて気楽に使えるところが大きなメリットです。

写真3 箱型定盤

写真4 箱型定盤の裏側
(2)精密定盤
最も精度の高い「精密定盤」(又は「仕上げ定盤」)は、厚みがあり、撓まないように作られています。精密定盤は鋳鉄製と石製があります。
平面精度の高い精密定盤は、測定器の検査を行う際の基準面として使われているため、温度管理された部屋に置かれており、大切にされているのであまり見ることはありません。 まさにその工場(あるいは企業)の製品の基準となるものです。
それに比べ、比較的小型の精密定盤は工場の片隅や工作機械の傍に置いてあり、加工品のチェックや精度検査など生産現場で必要な作業に頻繁に使われています。きさげ仕上げは鋳鉄定盤の表面に僅かな凹を刻みこむことでリンギングを防ぐ効果もあります。
※リンギングとは:鉄の平面どうしを擦りわせると吸い付いて動かなくなる現象、きさげの凸凹があると発生しにくい

写真5 鋳鉄製精密定盤
(3)ブラウンシャープ型(BS型)定盤
鋳鉄定盤をきさげ仕上げするときに、平面の基準として用いるのが「ブラウンシャープ型定盤」(以後BS型定盤と記す)です。 図6のようにBS型定盤は中央を分厚くして2個の取手を付け、大きな定盤の上できさげ仕上げの前に行う「擦り合わせ」ができるようになっています。 擦り合わせ専門なので「擦り合わせ定盤」と呼ばれることもあります。

図6 ブラウンシャープ型定盤
BS型定盤は平面を作る基本技術である3枚合わせの手法によって平面を形成しているので平面精度は最も高いと言えますが、古いものはすでに平面が失われている可能性があるので要注意です。
(4)たたき定盤
箱型定盤の天板を厚くして強度を持たせたものを「たたき定盤」と言い、板金作業での基準面として使います。「たたき定盤」は文字通り、定盤の上で木槌や金槌を使えるようにできています。
精密定盤ほどの平面精度は必要ないが、天板の剛性を高くして、木ハンマーやカケヤ(大型の木槌)で上を叩いても耐えられるようになっています。
しかし、いくら丈夫なたたき定盤とはいえ、平面の上で鉄製ハンマーを使うのは厳禁です。鉄製ハンマーで定盤の上を叩くと不規則な凸ができ、板金加工ができなくなります。 プラスチックハンマーや、銅、アルミニウム、鉛など、鋳鉄より柔らかい素材のハンマーを使ってください。
定盤の平面度はJIS規格によって0級、1級、2級に区分されています。
平面度とは理想平面との差のことで、使用面を幾何学的に正しい平行2平面で挟んだ時、平行2平面の距離が最少となる間隔の寸法(JIS B 7513)で表します。
| t=C1l+C2 ここで、C1、C2は定盤の等級に対する変数t |
|---|
定盤の等級:0級 C1=0.003/C2=2.5
定盤の等級:1級 C1=0.006/C2=5
定盤の等級:2級 C1=0.012/C2=10
精密定盤とブラウンシャープ型定盤は0級~1級、箱型定盤は1級~2級が普通です。
小型の定盤は作業台や鉄アングル溶接構造の専用台のそのまま置いて使います。定盤専用の架台にはレベル調整用のネジ(以後単に調整ネジと記す)が付いています。 1mを超えるような大きな定盤は写真8のようにレベリングブロックが使われています。
定盤は3点支持を基本として、基準面が水平になるように調整します。水平は水準器(水準器の使い方は別の章で紹介します)を使います。 写真9のように2個の水準器をTの字に直行交差するように中央に置いて調整しますが、水準器が一個しかない場合は縦を見るときと横を見るときで方向を変えます。

写真7 レベリングブロック

写真8 水平だし1

写真9 水平だし2

図10 定盤の水平だし
B1~B5:調整ネジ(レベリングブロック)が配置されている場所
B1~B3:3点支持の主支点(この3点で水平を出す)
B4~B5:副支点(補助支点)
それでは水平だしを追ってみましょう。
- 調整ネジ(レベリングブロック)B1、B2、B3中央よりやや下に、B4、B5は一番下になるように高さ合わせのネジを調整しておく
- B1とB2を調整して、縦の水準器1が水平を示すようにする。
- 次に、横の水準器2を見ながらB3を調整して水準器2を水平にする。
- 1~3を3回ほど繰り返す。
- B4とB5を上げて、定盤の底面に軽く接触するようにする。これで水平出しは終了です。
- 作業が収束しない場合のときの対処方法
初めて定盤や工作機械の水平だしを行うときは作業がなかなか収束しないことがあります。そのような時の対処方法です。
- 水準器の底にゴミを噛んでいることが多いので、水準器の底面や定盤の上面の清掃に心がける。
- 水準器が狂っている場合があるので、水準器を読み取るときは2~3度180°反転させて値を見る。
- レベリングブロックのネジを下げる方に回したときは、滑る部分の摩擦抵抗によってスムーズに動かないので、 上がりすぎた時は一旦大きく下げて、再度上げるようにする。
これだけの作業ですが、慣れてしまえば簡単ですので、落ち着いて作業を進めます。
『測定工具の基礎講座』の目次
第1章 ノギス
-
1-1ノギスの使い方と寸法の読み取り方ノギスは手のひらサイズの「物の長さ」や「太さ」を手軽に精度よく測ることができる便利な工具です。
-
1-2ノギスの4つの測定方法ノギスにはいろいろな種類がありますが最も一般的なものはM型ノギスです。M型ノギスはものを挟むジョーの外にも便利な測定部分があります。
-
1-3デジタルノギスとダイヤルノギス第1章で述べたように、0.01mmまで読み取れるデジタルノギスも、メーカー保証は±0.2mmです。
第2章 マイクロメータ
-
2-1マイクロメータの使い方マイクロメータは手軽に0.01mm(百分の1ミリメートル)の精度で長さを測ることができる便利な道具です。
-
2-2マイクロメータのゼロ合わせ外測マイクロメータは、目盛のあるマイクロメータヘッドと測定物を一直線上に挟んでいるため、アッベの原理の見本のようになっています。
-
2-3デジタル式マイクロメータの上手な使い方デジタル式マイクロメータもマイクロメータヘッドを使った一般のマイクロメータと同様25mm毎になっています。
第3章 ダイヤルゲージ
-
3-1ダイヤルゲージの特徴と種類寸法を直接測れるノギスやマイクロメータに対し、曲がりや偏心などを細かく読み取ることができる測定器があると便利です。
-
3-2ダイヤルゲージを上手に使うためにズバリ寸法が測れるノギスやマイクロメータがあれば工作はこれで十分と思うかもしれません。しかし、町工場やちょっとした工作では、寸法が正しく測れるだけでは困ることがたくさんあります。
-
3-3その他の測定工具前節までに、ノギス、マイクロメータ、ダイヤルゲージ、の特徴と使い方を解説してきました。しかし、世の中にはこのほかにも多くの測定工具があります。この章ではそうした測定工具を紹介します。
第4章 定盤
-
4-1定盤とは寸法を直接測れるノギスやマイクロメータに対し、曲がりや偏心などを細かく読み取ることができる測定器があると便利です。
-
4-2定盤の材質による違いここからは定盤についてもう少し踏み込んだ解説です。定盤は、設備投資としてはそれほど大きな存在ではありませんが、ものつくりの基礎技術・技能の最も大切な「基準面」であることから、その手入れには神経を使います。
-
4-3定盤のメンテナンス鋳鉄製定盤は基準平面を錆びさせないように時々油を塗ります。写真1のようにスプレー式の潤滑油でもOKです。特に梅雨は要注意、台風が来た後もよく錆びるので台風が来る前に多めの油を塗っておきます。
第5章 ブロックゲージ
-
5-1ブロックゲージとはブロックゲージとは、写真1にあるように、縦横が同じで厚さの異なる小さなブロックを順に100個程度セットにしたものです。
-
5-2リンギング(密着)を覚えようブロックゲージの小片どうしを密着させて一本の棒のように扱う手法を「リンギング」と言います。
-
5-3ブロックゲージのメンテナンスセラミックス製のブロックゲージは錆びる心配がないため取り扱いがとても簡単になりましたが、油断は禁物。
-
5-4ブロックゲージアクセサリを併用した高さ基準として使うブロックゲージを購入するとき、予算が許せばぜひともブロックゲージアクセサリを購入されることをお勧めします。
第6章 水準器
-
6-1水準器の特徴と使い方写真1は色々な水準器です。左から、機械据え付け用の精密水準器、建築現場用水準器、カメラ用水準器です。
-
6-2精密水準器の校正精密水準器はちょっとした振動や温度変化によって気泡管を支える部分がわずかにずれることから、どうしても誤差が出ます。従って、使う直前に水平を正しく表示するように調整する必要があります。これを「校正」と言います。
-
6-3さまざまな水準器写真1のように、一方にマイクロメータが付いているものを傾斜水準器といいます。傾斜水準器は便利ですが支持端のヒンジやマイクロメータの取り付け部分、マイクロメータで押している部分などの可動部(写真2)があるため普通の水準器に比べて誤差が生じやすいので、丁寧に取り扱う必要があります。
第7章 基準器
-
7-1直角の基準<イケール、マス、Vブロック、スコヤ>定盤は水平面の基準であることを第4章で紹介しましたので、ここではその他の基準器を紹介します。
-
7-2直線の基準<ストレートエッジ>直線の基準は、その測定方法によって基準の形状も違ってきます。
-
7-3直角の基準<ハイトゲージ>定盤の上で行う作業で最も利用頻度が高いのは高さ基準となるハイトゲージです。ハイトゲージの高さを表示する機構はノギスと同じです。写真1のように、高さ寸法の表示方法で、バーニア式、ダイヤル式、デジタル式がありますが、基本的な形状は同じです。