








測定工具の基礎講座
測定工具にはさまざまな種類があり、それぞれに特徴があります。
本連載では、各測定工具の使い方や寸法の読み取り方に関して、実際の写真や図を通してご紹介していきます。
3-3 寸法を測るちょっと便利な測定器
前節までに、ノギス、マイクロメータ、ダイヤルゲージ、の特徴と使い方を解説してきました。しかし、世の中にはこのほかにも多くの測定工具があります。この章ではそうした測定工具を紹介します。

写真1 直尺と巻尺
金属製の物差しは金尺あるいは直尺といいます。150mm、300mm、600mm、1000mm、1500mmがあります。 測定方法は、長さを測りたい物に直接当てて、眼で目盛りを読み取ります。原点は当て板などを使ってピッタリ一致するようにすると良いでしょう。 金尺の測定精度は直接目で測るために使う人の視力や当て方の丁寧さによって変わりますが、1m未満なら概ね±1mm、1m以上なら±2mm程度です。 金尺の裏側にはインチスケールとメートルの早見表やネジ穴加工の時の下穴早見表などが付いているものがあります。金尺は基準となる原点部分が大切です。
巻尺は2m、3m、5.5mのスケールが巻き取られてケース内に収納されており、内部のゼンマイで引き出したスケールを回収する構造になっています。 巻尺のスケールの先端は写真2にようにL字になっており、突き当てで測るときと机など板に引掛けて測る場合では約1mmほど寸法が違ってしまいます。 これをふせぐために、先端のL金具が少し動くものがあります。これは、突き当てと引掛けの時の測定寸法が違わないようにした工夫です。

図2 巻尺のスケールの先端
巻尺を引き出してあるところで止める場合のストッパーとこれを解除する切り替え機構は確実にスムーズに働くことが重要です。 測定中にストッパーが外れて勢いよくスケールが巻き取られると思わぬ事故を引き起こす可能性もあります。 同様に、ストッパーを解除した時に勢いよくスケールが巻き取られて危険なのでゆっくり静かに巻き取る癖をつけてください。
ノギスから始まって、マイクロメータ、ダイヤルゲージ、そして金尺・巻尺まで、長さを測定する工具を紹介してきましたので、ここで直接寸法を測定する工具の特徴をみてみましょう。
測定できる長さ(寸法)と精度を表にしてみます。
表1:寸法を直接測る測定工具
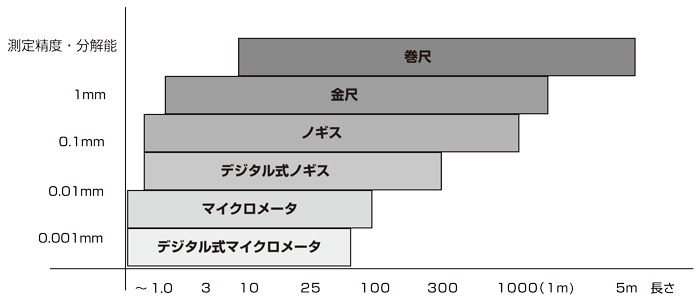
この表を見れば、測定したい長さと必要な測定精度から、どんな工具が適当であるかが一目でわかりますね。
パスは非常に古い国定工具です。写真3に、外パス、内パス、片パスを示します。
外パスは外形・外径の測定に、内パスは内径の測定に、片パスは丸棒端面の中心だしなどに使います。
パスには目盛りも何もついていないので、先端の開きを金尺やノギスで測定します。 パスは古臭くて今では役に立たないと思われますが、ノギスやマイクロメータではどうしても測定できないところを、パスを使うと測れるのです。 パスは2枚の金属製の腕の片方をリベットで止めただけの簡単な構造で、腕や先端の爪の形を自由に変えることもできます。

写真3:パス
図4のように、太い配管の直径などはノギスのジョーが届かないため測定不能です。 しかし、パスを使って、配管の太さをパスの先端に写しとり、手元で金尺やノギスでその間隔を測ることにより、配管の直径を知ることができます。 パスは腕や爪の形を自由に変えられることから、ノギスが入らない奥まった場所でも測定可能。工夫次第で不可能を可能にする、まるで魔法の杖のようですね。
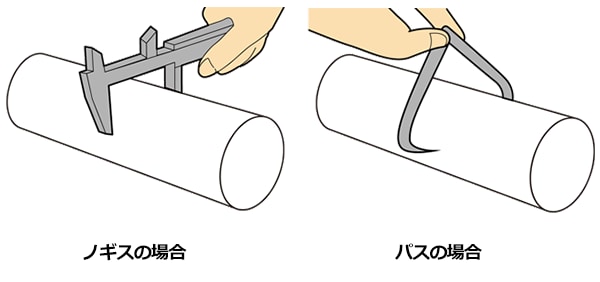
図4:太い配管の測定
パスは腕の先端(爪)が測定したい部分を通過するときの感触が重要。 これを決めているのがリベットによるカシメの硬さです。強すぎれば先端がスムーズに開かず測定物を傷めたりパスの腕を変形させてしまいます。 弱すぎれば、せっかく写しとった感覚が金尺に当てているうちに動いてしまいます。リベットのカシメは使っているうちに緩んでくるので時々ハンマーで軽くたたいて増し締めすると良いでしょう。 先端の爪は精密やすりを使って先端がスムーズに測定面を滑るように整形します。
このように、パスは古い測定器ですが、工夫次第で普通の測定器では測れないところも測れるようになる便利な道具です。
写真5はシクネスゲージです。様々な厚さの薄い金属板をまとめたもので、隙間の寸法を測ることができます。 使い方は簡単。隙間に薄板を差し込んで、丁度ピッタリ入る板の厚さが隙間の寸法となります。シクネスゲージは何枚も重ね合わせることができます。 例えば0.65mmのような隙間の場合、写真6のように、0.5mm+0.1mm+0.05mmを重ねて全体で0.65mmとします。

写真5

写真6
シクネスゲージを使っていると、0.01mm、0.02mm、0.05mmなどの薄い板が切れたり折れ曲がったりして使えなくなってしまうことが多いので、 薄板を用いるときは丁寧に扱います。鋼鉄製のシクネスゲージは錆びてしまうと精度が悪くなって使えなくなるので、錆ないように注意してください。
このほかにも、シクネスゲージは板状部品のゆがみを測定することができます。定盤に測定したい物を載せ、定盤の基準面と測定したい物の隙間にシクネスゲージを入れ、丁度入るところが隙間の寸法です。
もし隙間が無ければ、この部品は反りや変形が無いということになります。薄いゲージから順に印をつけて厚さを増していけば、隙間の等高線を描くことができます。
ピッチゲージはネジのピッチを測るもの。モジュールゲージは歯車のモジュールナンバーを測るもので、写真7のようにゲージを測定したい部分に当てて、ピッタリ一致したものが求める値です。

写真7 モジュールゲージと歯車
ピッチゲージはメートルとインチの2種類があります。国際標準規格(ISO)はメートル規格に統一しようとしていますが、機械文明発祥の歴史的経緯から、 多くの機械部品でインチ基準のネジが国際標準規格になっている関係から、メートルとインチのネジピッチが混在しているため、この見極めは非常に重要です。 メートルネジはネジの山から山(あるいは谷から谷)までの距離で表現します。 例えばP1というのは、ネジの山から山までの距離が1mmとなります。これに対して、インチネジは、1インチの中にいくつ山があるかを表します。例えばP24は1インチ(25.4mm)の間に24山あるということです。
モジュールゲージのモジュールとは、歯車の直径と歯数の比(モジュール=ピッチ円の直径÷歯数)を表ししたもので、M1.0(モジュール1.0)というのは、 直径50mmの歯車であれば歯の数が50個ということです。ただし、歯車の直径というのは、歯車どうしがかみ合っているときの歯の中間の直径、 これをピッチ円と言います。従って、M1.0の歯数50の歯車の直径(外径)は少し大きくなります。
ピッチゲージと同じように、ゲージを当てて目で見て判断するものに、ラジアスゲージ、アングルゲージがあります。
ラジアスゲージはR半径を、アングルゲージは隅の角度を測るものです。 両方とも、ピッチゲージのようにゲージをあてて、ピッタリ一致するかどうかを目で見て判断します。写真8のように、色々な種類がありますので、測定したい場所によって使い分けます。

写真8 ラジアスゲージとアングルゲージ

写真9 R部分の拡大図
『測定工具の基礎講座』の目次
第1章 ノギス
-
1-1ノギスの使い方と寸法の読み取り方ノギスは手のひらサイズの「物の長さ」や「太さ」を手軽に精度よく測ることができる便利な工具です。
-
1-2ノギスの4つの測定方法ノギスにはいろいろな種類がありますが最も一般的なものはM型ノギスです。M型ノギスはものを挟むジョーの外にも便利な測定部分があります。
-
1-3デジタルノギスとダイヤルノギス第1章で述べたように、0.01mmまで読み取れるデジタルノギスも、メーカー保証は±0.2mmです。
第2章 マイクロメータ
-
2-1マイクロメータの使い方マイクロメータは手軽に0.01mm(百分の1ミリメートル)の精度で長さを測ることができる便利な道具です。
-
2-2マイクロメータのゼロ合わせ外測マイクロメータは、目盛のあるマイクロメータヘッドと測定物を一直線上に挟んでいるため、アッベの原理の見本のようになっています。
-
2-3デジタル式マイクロメータの上手な使い方デジタル式マイクロメータもマイクロメータヘッドを使った一般のマイクロメータと同様25mm毎になっています。
第3章 ダイヤルゲージ
-
3-1ダイヤルゲージの特徴と種類寸法を直接測れるノギスやマイクロメータに対し、曲がりや偏心などを細かく読み取ることができる測定器があると便利です。
-
3-2ダイヤルゲージを上手に使うためにズバリ寸法が測れるノギスやマイクロメータがあれば工作はこれで十分と思うかもしれません。しかし、町工場やちょっとした工作では、寸法が正しく測れるだけでは困ることがたくさんあります。
-
3-3その他の測定工具前節までに、ノギス、マイクロメータ、ダイヤルゲージ、の特徴と使い方を解説してきました。しかし、世の中にはこのほかにも多くの測定工具があります。この章ではそうした測定工具を紹介します。
第4章 定盤
-
4-1定盤とは寸法を直接測れるノギスやマイクロメータに対し、曲がりや偏心などを細かく読み取ることができる測定器があると便利です。
-
4-2定盤の材質による違いここからは定盤についてもう少し踏み込んだ解説です。定盤は、設備投資としてはそれほど大きな存在ではありませんが、ものつくりの基礎技術・技能の最も大切な「基準面」であることから、その手入れには神経を使います。
-
4-3定盤のメンテナンス鋳鉄製定盤は基準平面を錆びさせないように時々油を塗ります。写真1のようにスプレー式の潤滑油でもOKです。特に梅雨は要注意、台風が来た後もよく錆びるので台風が来る前に多めの油を塗っておきます。
第5章 ブロックゲージ
-
5-1ブロックゲージとはブロックゲージとは、写真1にあるように、縦横が同じで厚さの異なる小さなブロックを順に100個程度セットにしたものです。
-
5-2リンギング(密着)を覚えようブロックゲージの小片どうしを密着させて一本の棒のように扱う手法を「リンギング」と言います。
-
5-3ブロックゲージのメンテナンスセラミックス製のブロックゲージは錆びる心配がないため取り扱いがとても簡単になりましたが、油断は禁物。
-
5-4ブロックゲージアクセサリを併用した高さ基準として使うブロックゲージを購入するとき、予算が許せばぜひともブロックゲージアクセサリを購入されることをお勧めします。
第6章 水準器
-
6-1水準器の特徴と使い方写真1は色々な水準器です。左から、機械据え付け用の精密水準器、建築現場用水準器、カメラ用水準器です。
-
6-2精密水準器の校正精密水準器はちょっとした振動や温度変化によって気泡管を支える部分がわずかにずれることから、どうしても誤差が出ます。従って、使う直前に水平を正しく表示するように調整する必要があります。これを「校正」と言います。
-
6-3さまざまな水準器写真1のように、一方にマイクロメータが付いているものを傾斜水準器といいます。傾斜水準器は便利ですが支持端のヒンジやマイクロメータの取り付け部分、マイクロメータで押している部分などの可動部(写真2)があるため普通の水準器に比べて誤差が生じやすいので、丁寧に取り扱う必要があります。
第7章 基準器
-
7-1直角の基準<イケール、マス、Vブロック、スコヤ>定盤は水平面の基準であることを第4章で紹介しましたので、ここではその他の基準器を紹介します。
-
7-2直線の基準<ストレートエッジ>直線の基準は、その測定方法によって基準の形状も違ってきます。
-
7-3直角の基準<ハイトゲージ>定盤の上で行う作業で最も利用頻度が高いのは高さ基準となるハイトゲージです。ハイトゲージの高さを表示する機構はノギスと同じです。写真1のように、高さ寸法の表示方法で、バーニア式、ダイヤル式、デジタル式がありますが、基本的な形状は同じです。