









機械要素の基礎講座
3-9 コイルばねの成形
コイルばねは線材を精密かつ高速でコイル状に成形する必要がありますが、具体的にどのような工程でコイリングされているのでしょうか。ここでは硬鋼線やピアノ線、オイルテンパー線などの冷間成形ばね用鋼線によるコイリングを説明します。 なお、冷間成形に用いられる線材の直径は最大15.0mm程度であり、これより大きな直径のものは熱間成形による加工が行われます。
もし人間の手でコイリングをするとしたら、線材を円筒形の棒に巻き付けていくことを思い浮かべることができます。そして、実際にそのような方法でコイリングを行う加工法もあります。手で線材を巻いていく作業をどのようにして自動化すればよいでしょうか。
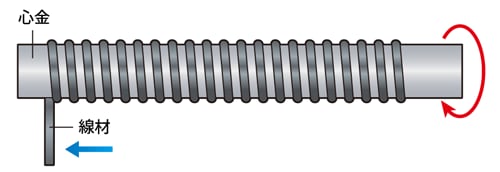
円柱状の材料を回転させて、ここにバイトとよばれる切削工具をあてながら材料を削る旋盤という工作機械があります。ここで回転している円柱状の主軸に線材を巻き付けていくことでコイルばねを成形することができます。 コイル部の直径は巻き付ける軸の直径、主軸の回転速度でコイルのピッチなどを設定できますが、材料を適当な角度で挿入できないと、ばねのピッチがずれてしまうため、ピッチに合った専用の治具を作るなどの工夫が必要です。 それなりに高速でコイリングができるものの、これけでは引張コイルばねのフック部やねじりコイルばねの腕部の成形はできないため、主に圧縮コイルばねを多品種少量する場面で使用されます。
現在、冷間加工によるコイルばねの成形で主流となっているものは、線材を棒に巻いていく方法とは異なり、線材をさまざまな形状をしたコイリングピンに接触させることでコイルばねを成形するコイリングマシンを用いた加工法です。

コイリングマシンの動作はまず、リール状に巻かれた線材をフィードローラの回転によってストレートナを通して直線状にしたものをワイヤガイドから送り出します。ここで送り出された線材は所定の位置にセットされたコイリングピンに接触することで、曲げ応力を受けて適切な角度に変形します。 一般にコイリングピンは2本あり、この位置を調整することで、コイルの直径が決まります。また、ばねのピッチはピッチツールの移動により成形されます。コイルばねの長さはあらかじめセットされたフィードローラの回転数に従います。 一定量の線材が送り出されるとフィードローラは停止し、カッティングツールが移動して、中央にある部材との間にせん断力がはたらき切断されます。カッティングツールが元の位置に戻ると再びフィードローラが回転して同じ動作を繰り返すことで、連続したコイリングが行われます。
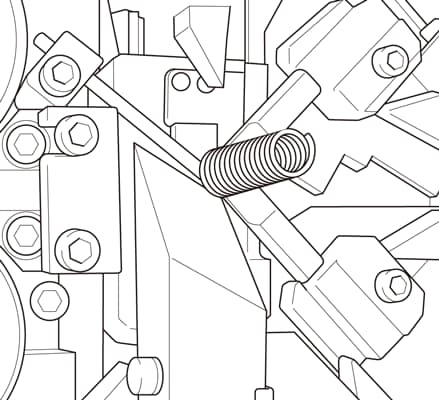
ここでコイリングピンやピッチツール、カッティングツールの移動距離や移動のタイミングはカム式とNC式に分類されます。この加工法ではコイル部だけでなく、フック部の成形なども行うことができるため、一連の動作で最終製品を完成させることができるのです。
『機械要素の基礎講座』の目次
第1章 歯車
-
1-1歯車のはたらき歯車は機械の運動に関係する代表的な機械要素です。何か動くものを作ろうとするときには、必ずと言ってよいほど歯車が使用されます。
-
1-2歯車の歯形歯車の歴史は古く、木製の車の外周に歯のようなものをつけて、水汲み装置などに使われていたのは、紀元前からとされています。
-
1-3歯車のピッチとモジュール歯車を滑らかにかみ合わせるためには、インボリュート曲線が用いられていることは説明しましたが、歯形全体の形状のイメージはもてたでしょうか。
-
1-4歯車の各部名称車にはピッチやモジュールの他にもさまざまな各部名称があり、歯車のかみ合いを考えるときに重要となります。
-
1-5標準平歯車の特長と寸法計算歯車にはさまざまな種類がありますが、代表的で基本形となるものが標準平歯車です。
-
1-6歯車の速度伝達比歯車は実際の工業の場面では一組で用いられることは少なく、複数個を順番にかみ合わせて動力や速度を伝達することが多くあり、これを歯車列といいます。
-
1-7二軸が平行な歯車の特長と種類これまで紹介してきた歯車は、歯の山の方向である歯すじが歯車の回転軸に対して平行で直線状である平歯車であり、一般的な形状の歯車として動力伝達用に幅広く用いられています。
-
1-8二軸が交わる歯車の特長と種類歯車には回転を伝達する二軸が交わる種類もあります。かさ歯車は傘の形状に似た円すい形の歯車であり、べべルギアともよばれます。
-
1-9減速歯車装置のはたらき機械の複雑な動きの原動力は回転運動であることが多く、その回転速度や回転力を変換するために歯車が用いられます。
-
1-10増速歯車装置のはたらき歯車は多くの場合、減速歯車装置として使われますが、増速歯車装置として使われることもあります。
-
1-11差動歯車装置のはたらき歯車は減速装置や増速装置のほかにも、さまざまな活用法があります。差動歯車装置は、2つ以上の運動の和や差を検出して、1つの運動にして出力する歯車列であり、古くは古代中国に伝わる仙人が常に南を示す指南車が知られています。
-
1-12遊星歯車装置のはたらき遊星歯車装置は、太陽のまわりを惑星が回転するように、一組の互いにかみ合う歯車において、二枚の歯車がそれぞれ回転すると同時に、一方の歯車が他方の歯車の軸を中心として公転するものです。
-
1-13歯車の強度設計(1) 歯の曲げ強さ歯車は高速で回転しながら大きな動力を伝達する機械要素です。もし、高速で大きな動力を伝達している歯車が途中で割れるようなことがあれば大事故につながってしまいます。
-
1-14歯車の強度設計(2)歯の歯面強さ歯車の強度設計にはルイスの式のほか、歯の歯面強さの視点から導かれた関係式があります。
-
1-15歯車の作り方~成形法複雑な歯車の形状はどのように作られているのでしょうか。その昔、木製の簡単な歯車は手工具で加工をしていました
-
1-16歯車の作り方~創成法歯車の歯を一枚ずつ成形法に対して、歯を全体的に少しずつ成形する工作法を創成法といいます。
第2章 ベルトとチェーン
-
2-1ベルト・チェーンのはたらき歯車の強度設計1 歯の曲げ強さ
-
2-2ベルトの種類ベルトは断面形状や材質の違いなどによって分類できます。
-
2-3ベルトの選定ベルトの速度伝達比は歯車と同様に考えることができます。
-
2-4チェーンの種類ベルトの速度伝達比は歯車と同様に考えることができます。
-
2-5チェーンの選定チェーンの速度伝達比も歯車やベルトと同様に考えることができます。
第3章 ばね
-
3-1ばねのはたらき代表的な機械要素であるねじや歯車と同じように、ばねも私たちの身のまわりでたくさん使われています。ばねは本格的な機械の内部のみならず、洗濯ばさみやノック式のボールペン、乾電池の留め具など、日用品の中にも数多く見つけることができます。
-
3-2ばねの歴史ばねの歴史は何をばねと見なすかによって異なりますが、古代人が動物を捕獲するために木の復元力を利用して作った罠や、狩猟・採集に用いられた木で作られた弓矢などがばねの起源と言えるでしょう。
-
3-3ばねの物理ばねの歴史は何をばねと見なすかによって異なりますが、古代人が動物を捕獲するために木の復元力を利用して作った罠や、狩猟・採集に用いられた木で作られた弓矢などがばねの起源と言えるでしょう。
-
3-4圧縮コイルばねの特徴と種類圧縮コイルばねは、主として圧縮荷重を受けて弾性エネルギーを蓄えるコイルばねです。
-
3-5引張コイルばねの特徴と種類圧縮コイルばねは、主として圧縮荷重を受けて弾性エネルギーを蓄えるコイルばねです。
-
3-6ねじりコイルばねの特徴と種類ねじりコイルばねは、コイルの中心軸まわりにねじりモーメントを受けるコイルばねです。
-
3-7渦巻きばねの特徴と種類渦巻きばねは平面内で渦巻形をしているばねであり、コイル同士が接触する接触型渦巻ばねとコイル同士が離れている非接触型渦巻ばねとがあります。
-
3-8ばねに使用される材料冷間成形によって製造されるばね用鋼線のうち、代表的なものは硬鋼線とピアノ線です。
-
3-9コイルばねの成形コイルばねは線材を精密かつ高速でコイル状に成形する必要がありますが、具体的にどのような工程でコイリングされているのでしょうか。